HBI Plant
Project Details:
Owner: Confidential Client
General Contractor: Confidential Client
Duration of Work: 64 weeks
Subsurface Conditions: Clayey fill overlying glacial till which increased in stiffness and density with depth.
Approximate Key Quantities: 4,188 Controlled Modulus Columns (CMC)® rigid inclusions, 550 stone columns, 4,077 wick drains
Project Overview:
Producing steel using hot briquetted iron (HBI) requires significantly less energy and generates lower greenhouse gas emissions compared to traditional processes. The environmental footprint and overall lifecycle of an HBI plant — and the products it produces — further improves the energy efficiency and lowers the carbon footprint of the domestic steel industry. Natural gas and DR-grade pellets are the only raw materials used in the HBI process.
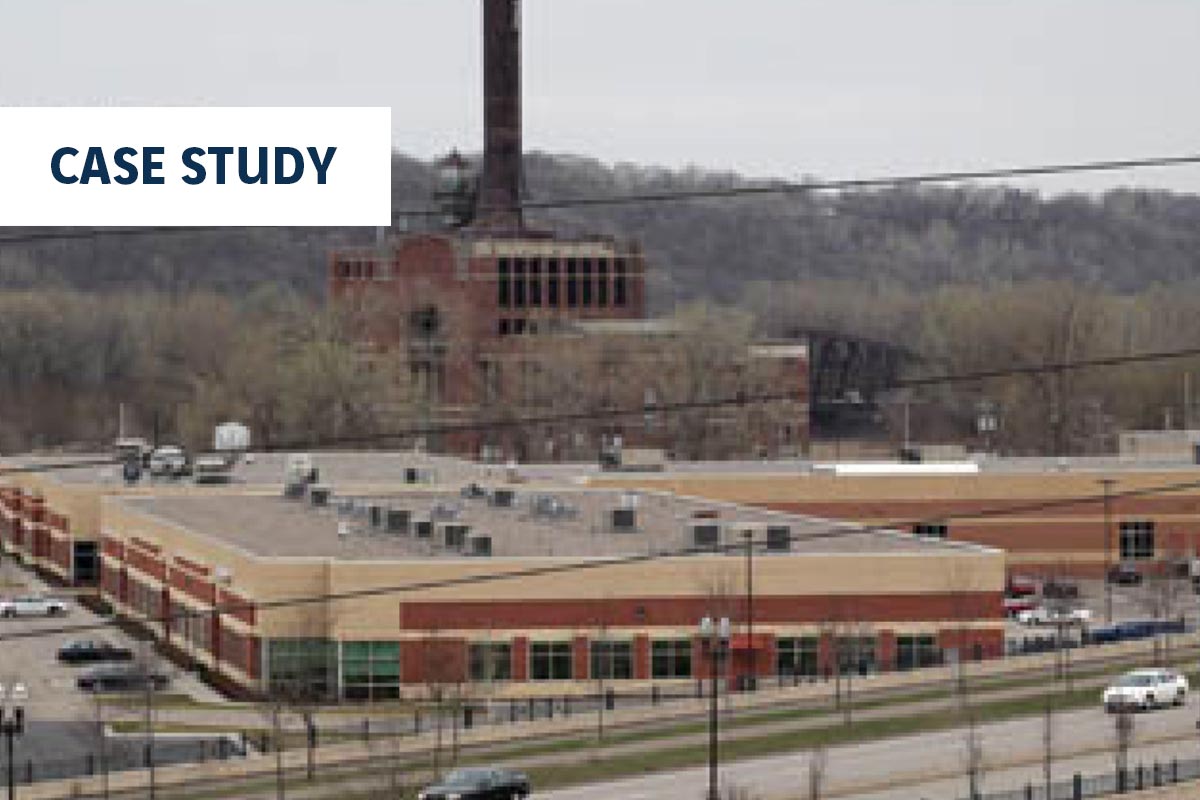
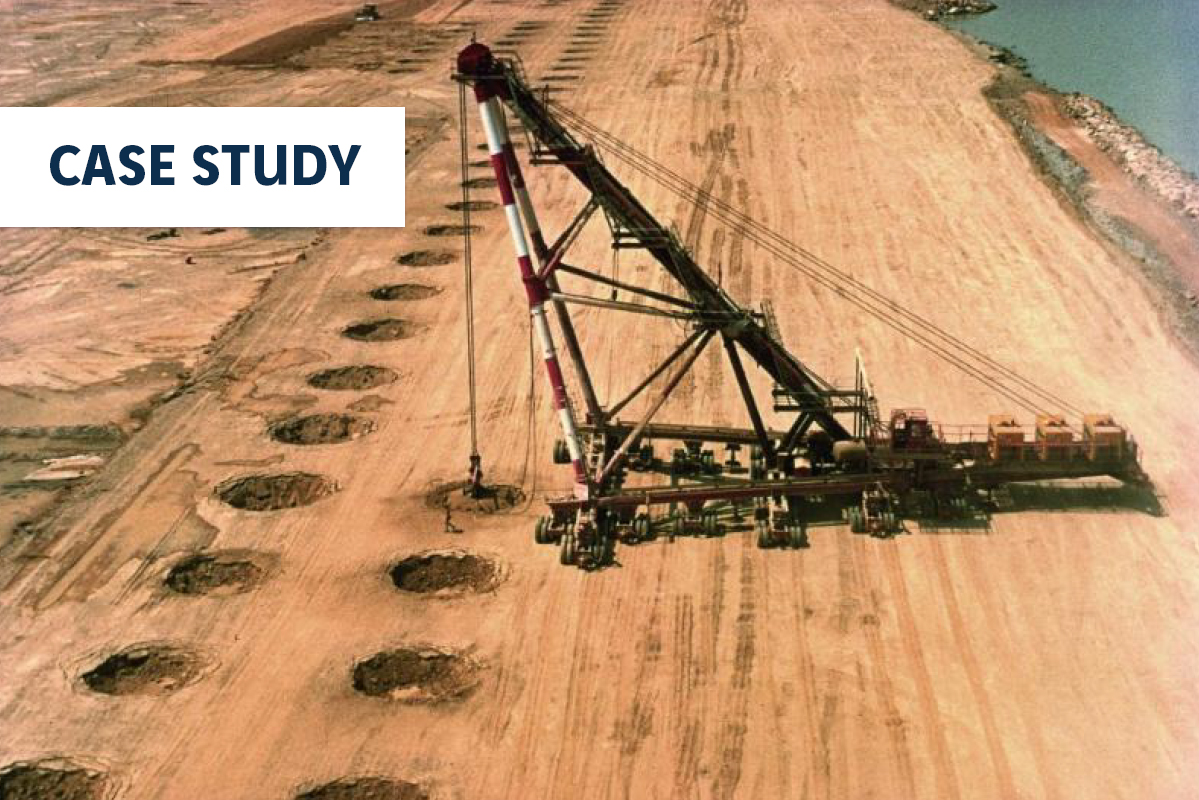
In the Midwest, a new HBI plant was proposed by a confidential client to serve future customers in the Great Lakes region. The project, estimated between $700-$850 million, would include the erection of a 457-ft furnace reactor tower; a stacker-reclaimer; product stockpiles; rail spur and ancillary process equipment. The confidential client is a major supplier of iron ore pellets to the North American steel industry from its mines and pellet plants located in the Midwest.
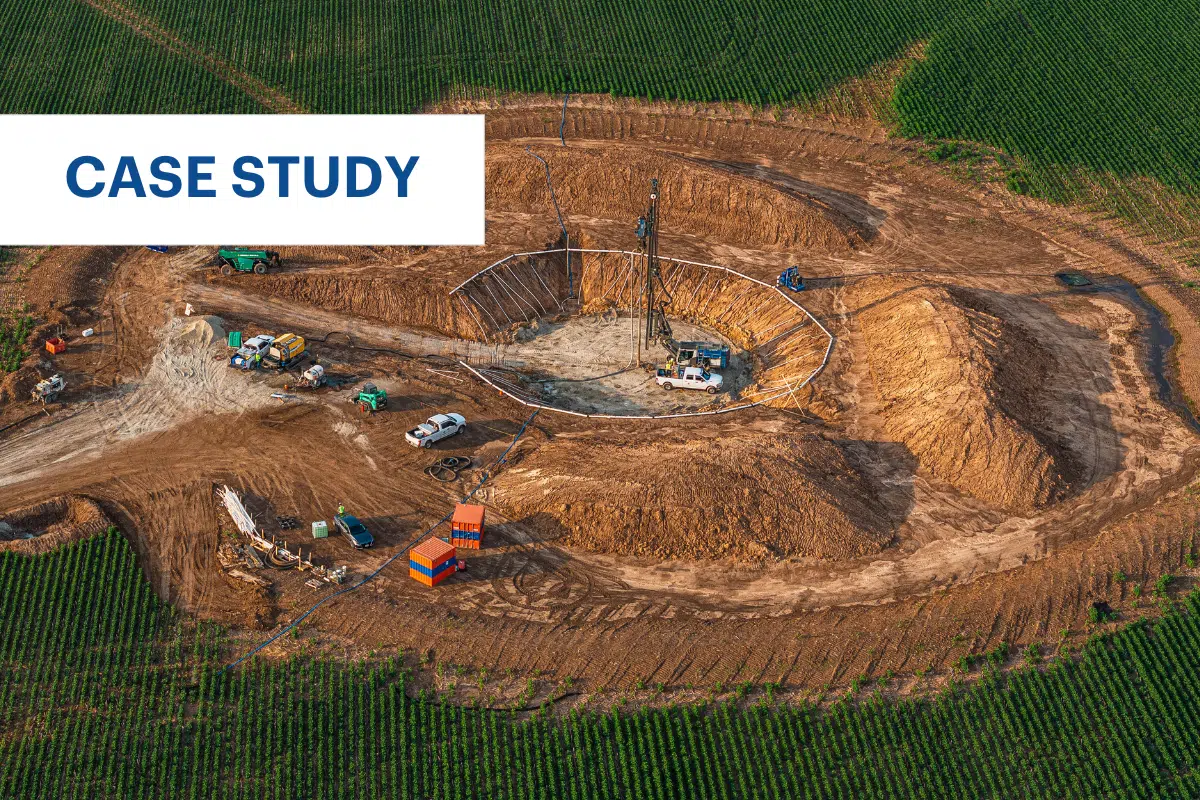
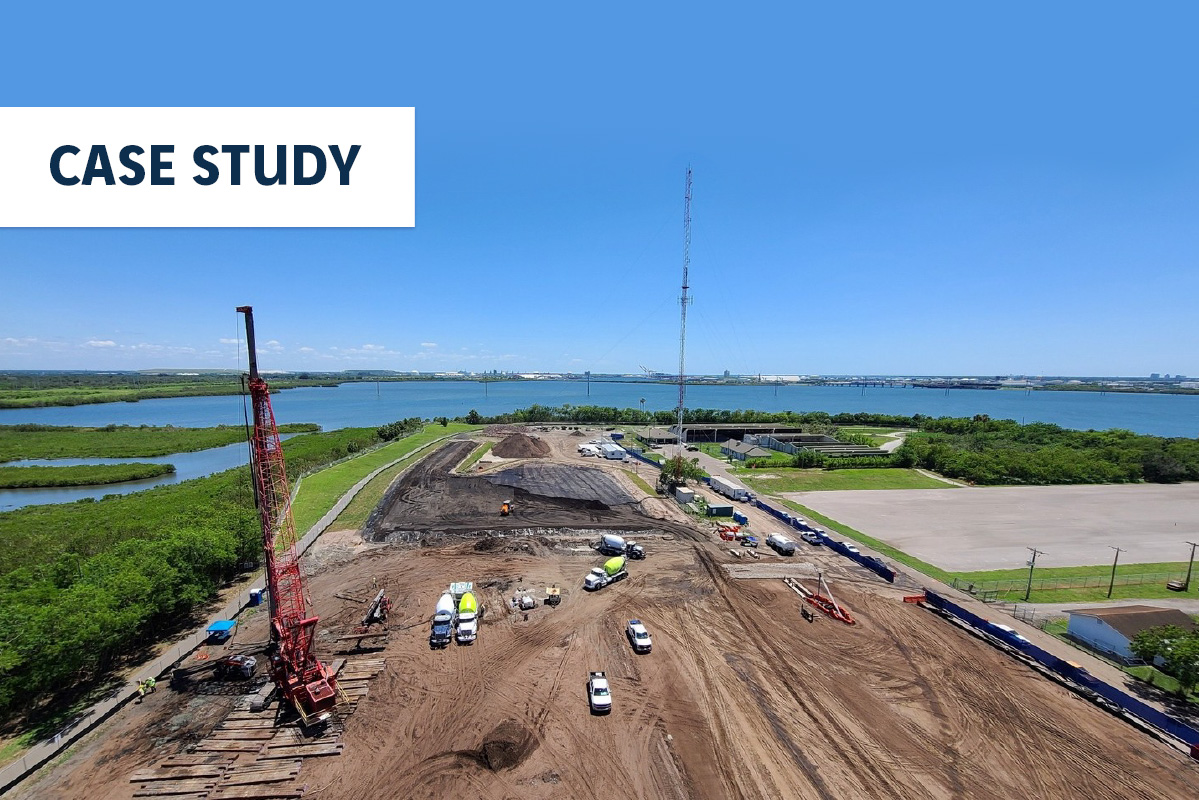
The projected site has logistic advantages such as an existing dock; rail access; heavy haul roads for construction and operations logistics; availability of critical utilities such as natural gas, electrical power and water.
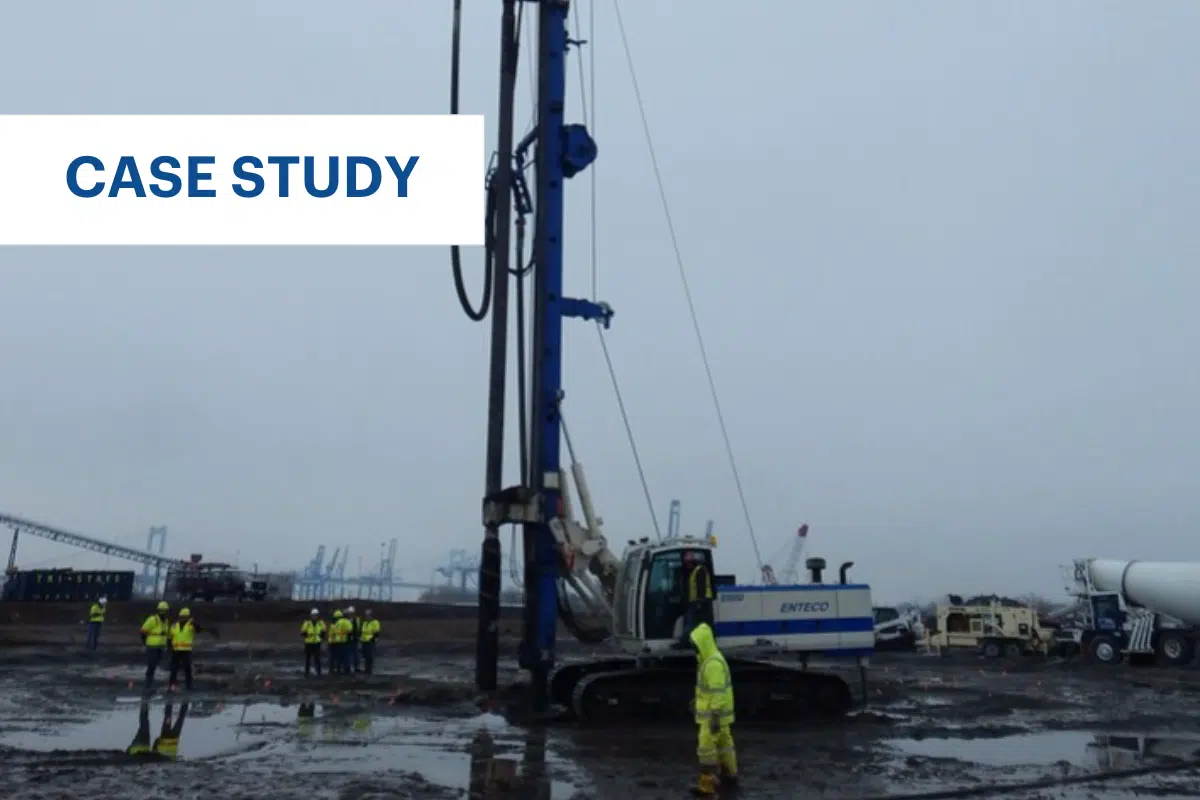
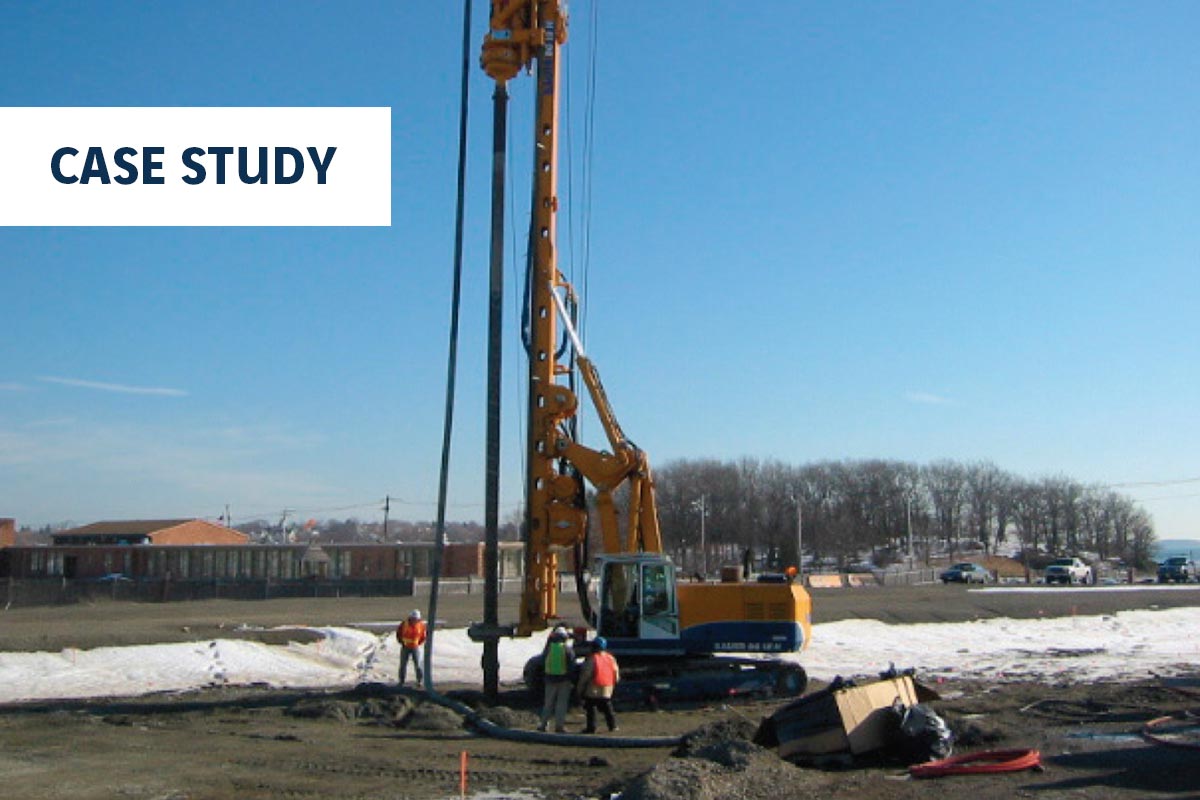
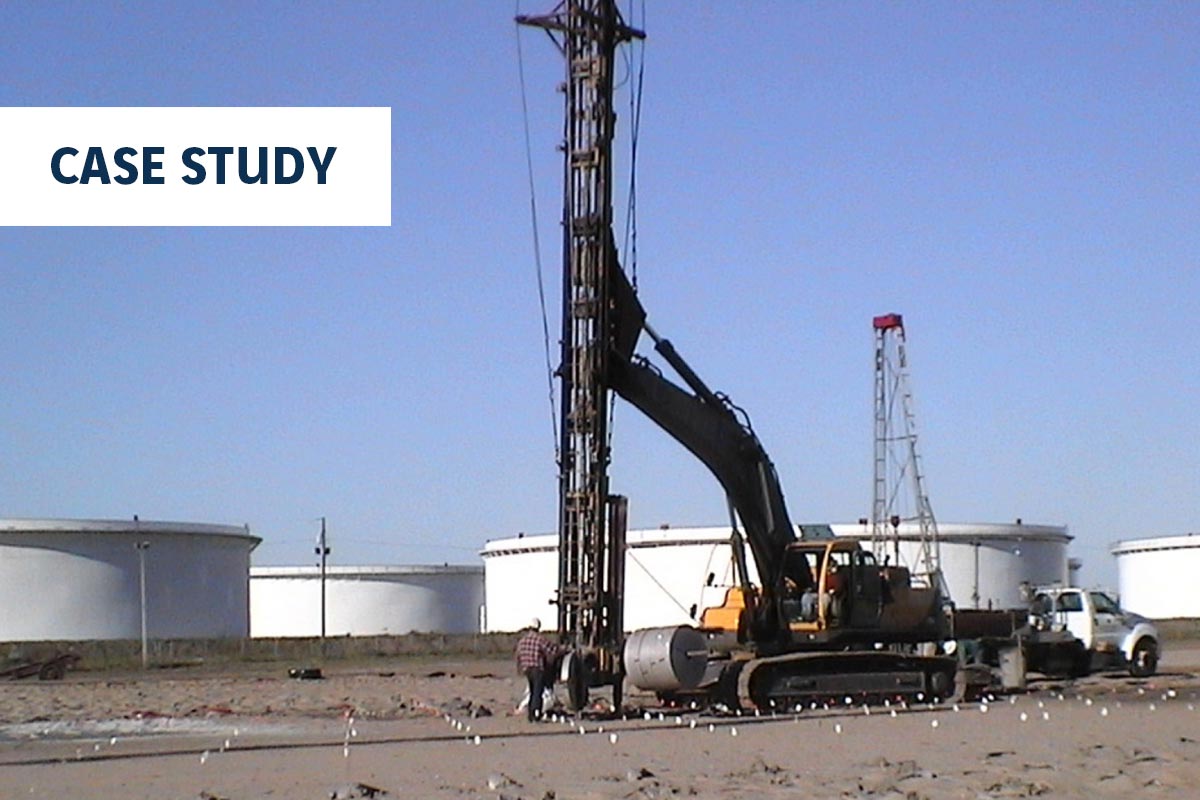
Due to the compressible nature of the soils at the site and very heavy stockpiles, ground improvement was required for the enhancement of global stability and for the reduction of settlement. Menard USA was contracted to support the four-phase project – the selected techniques were Controlled Modulus Column (CMC)® rigid inclusions, stone columns and wick drains. CMCs were installed beneath the iron ore stockpile and near the rail spur, stone columns beneath the HBI stockpile, and wick drains near a precast bridge. Iron oxide, with a unit weight of 144 pounds per cubic ft (pcf) was stored in two of the piles – one pile 52.5 ft high, and the other pile being 43.9 ft high. The HBI material has a unit weight of 175 pcf , and the stockpile height is 18 ft. The rail line to be protected was 340 ft long.
Ground Conditions:
The soil profile can be generalized by 10 ft to 15 ft of clayey fill overlying glacial till which increased in stiffness and density with depth.
Solution:
The ground improvement scope of the project was design-build, with the owner specifying the required performance criteria and allowing subcontractors to present unique solutions. Menard considered multiple approaches and techniques before submitting what proved to be the most economical and quickest option.
Menard’s approach varied depending on the area of work and the intent of the ground improvement. Where relatively significant settlement was allowed – up to 12 in beneath the stockpiles – the focus of the design was to provide enough bearing capacity and resistance against sliding failure, while the ground improvement near the rail spur focused on limiting the future vibrations and overall impact of the spur on an existing cut-off wall.
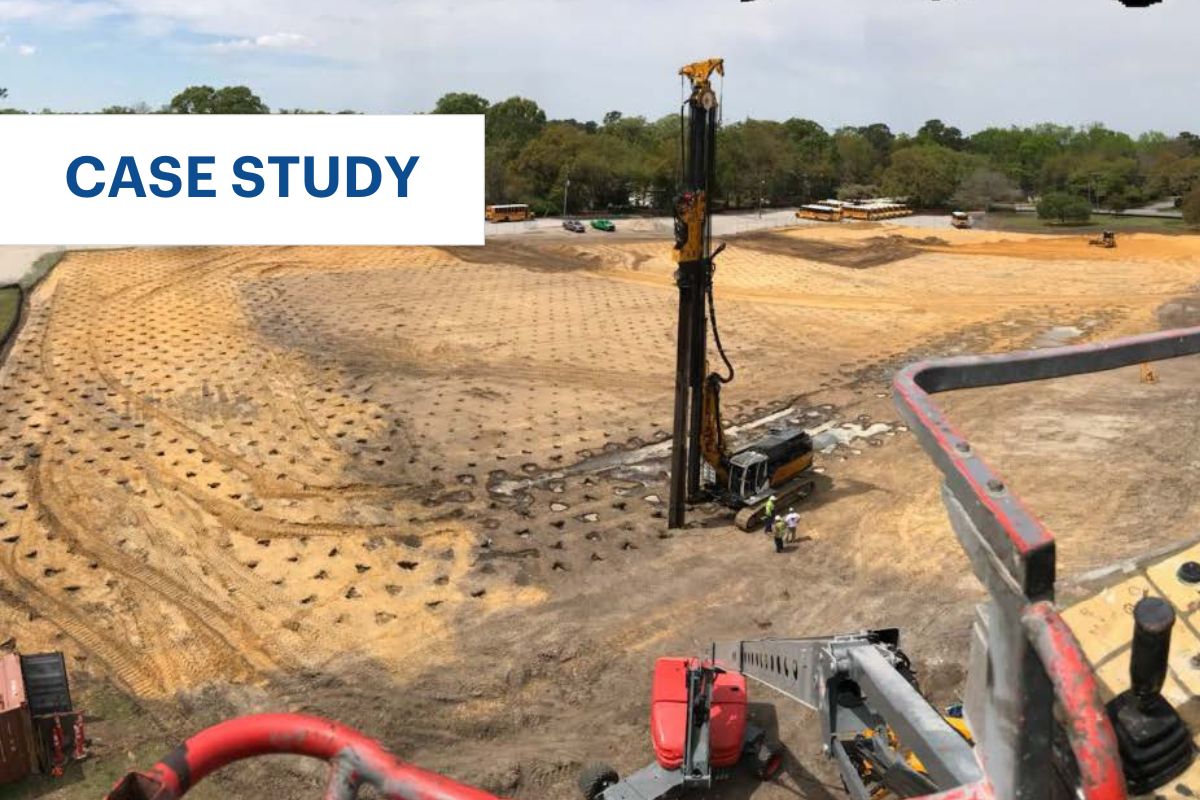
Menard installed a total of 4,188 CMCs to an average depth of 54 ft and a maximum depth of 79 ft. The CMCs penetrated through the fill and soft to medium stiff upper till. The CMCs provided the requisite bearing capacity and global stability while reducing the predicted 40 in of settlement to 12 in, which was within the allowable range. Menard also oversaw the design and installation of the Load Transfer Platform, which incorporated high-strength geotextile to enhance lateral stability.
For the HBI stockpile, which was the smaller of the two stockpiles supported by Menard, stone columns were chosen to improve the fill soils. A total of 550 stone columns were installed at an average depth of 14 ft. While bearing capacity was less of a concern in this area, the stone columns reduced the post-construction settlement and helped homogenize the fill soils.
Lastly, Menard installed 4,077 wick drains – totaling 134,086 LF — to expedite settlement for embankments near the proposed rail bridge.
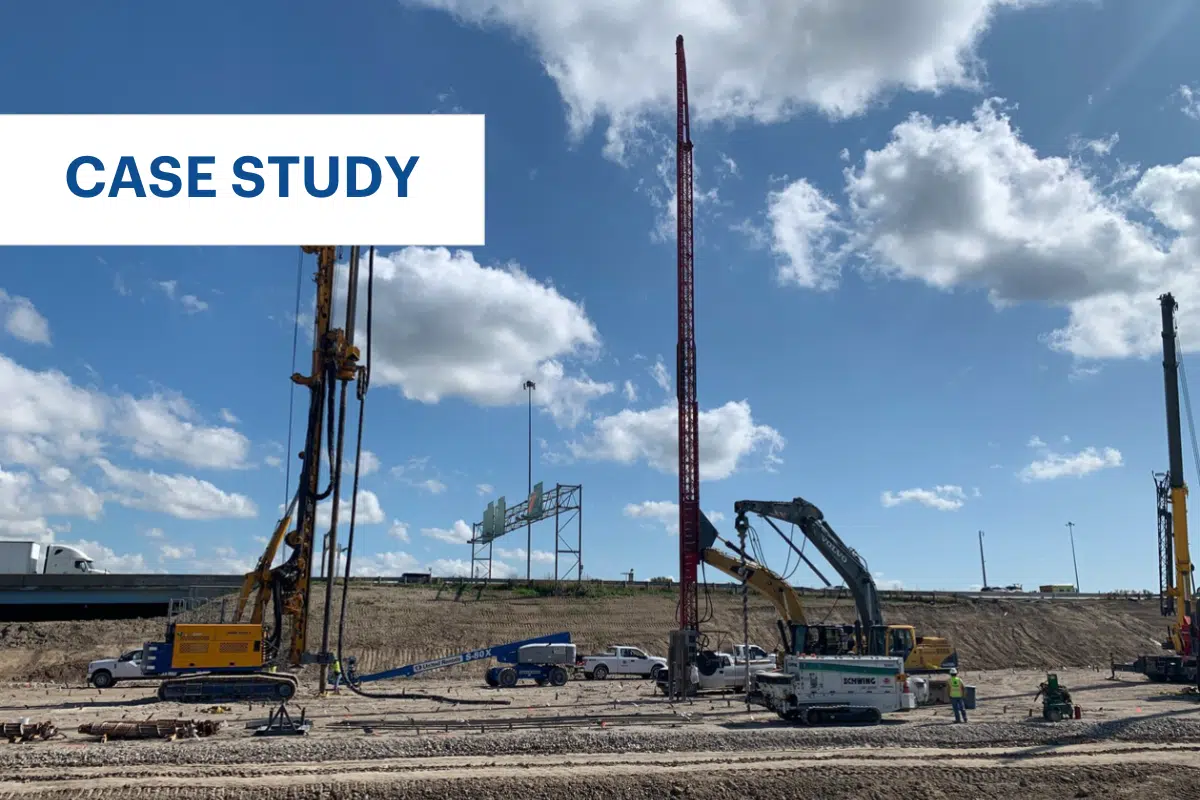
Of note, the project featured the use of the world’s largest crawler crane – the Libeherr LR-1300 – to construct the 457-ft furnace. The crane is 560 ft in height and has a 3,000-ton lifting capacity. The overall construction project also included more than 1,000 workers who exceeded 1.7-million man hours.
In summary, as part of a high-profile project, Menard supported a new HBI plant by installing CMCs, wick drains and stone columns.
Print this resource